
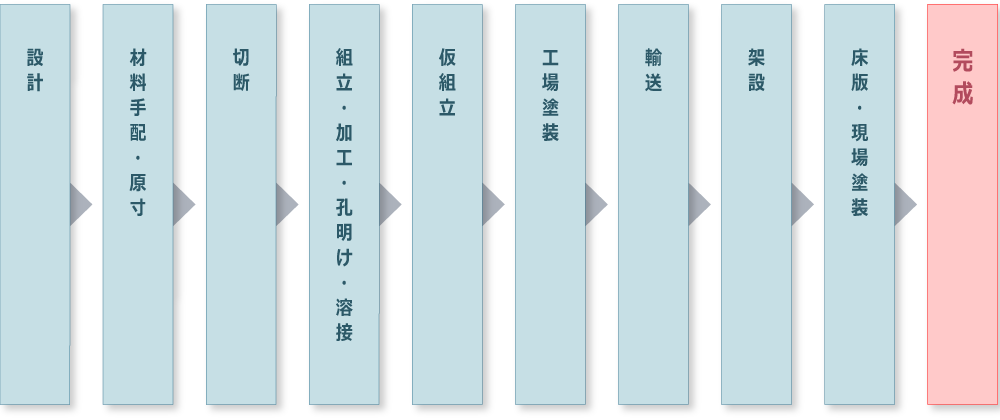
橋のできるまで下記の工程をクリックすると詳細な情報が表示されます
発注者より図面をいただき、品質、工期、コスト、安全性などの検討を行います。
設計図にキャンバーの附加、溶接の収縮や歪みを推測し橋梁部材の正確な寸法を決定し、工作図を作成します。
最近はNC原寸が主流となっています。

[材料手配]設計部より出力された材料データをもとにカッティングプランを作成し、材質、板厚毎に切断方法に合わせネスティングしていきます。鋼材メーカーの条件もあり、材料ロスを極力少なくする緻密な作業です。
[原寸]設計部より出図された図面を基にCADデーターを作成していきます。設計図にキャンバー値、溶接の収縮料や歪み料を追加します。追加された情報を基に、橋梁部材の正確な寸法を決定し工作図を作成します。
[原寸]最近はNC原寸が主流となっています。展開されたデータをもとにCAMの情報としていきます。切断寸法、罫書き寸法の情報もすべて出力できます。
ガス切断、レーザー切断、機械切断があり部材の大きさ、形状によって決定します。

[マーキング]原寸工程にて展開された部材情報をCAMデータ変換し、NC自動マーキン機にて原板に橋軸方向、天地情報部材取り付け位置、取り付け方向、取り付け長さを正確に罫書きをしていきます。最新のマシーンでは部材マーク印字、プライマー剥離機能を併せ持つ機種も存在します。
[ガス切断]一連の罫書き作業の終わった部材を自動切断機にて切断していきます。切断歪を減らすため、切断方向、切断方法、拘束度、冷却方法など様々なノウハウがあります。
[ガス切断]平行部材は両端を同時に複数本数切断し、切断歪の軽減により切断精度、切断工程時間の短縮を図っています。
[レーザー切断]炭酸ガスレーザー発振器(4kW)により、高い切断精度で信頼性の向上、材料ロスの減少、さらに、高速切断による生産性の向上などトータルコストの低減を図っています。
切断した部材を孔明け組立溶接を行い橋桁の形を作りあげます。
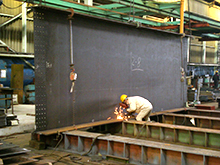
[組立]主桁の組立溶接です。組立後Flg.Web材の隅肉溶接を行います。
[組立]主桁の組立、隅肉溶接の終了した部材の歪矯正後、水平、垂直補剛材を取り付けていきます。
[孔明け]NC孔明機を使用して孔明け作業を行います。主に1.5m×3.0m未満、SPL材が主体です。孔明け精度が良いのでテンプレートとしても使用できます。
[孔明け]ポータブル孔明け機による孔明け作業です。テンプレートを用い大型部材用の作業に適用しています。孔明け所の自由度が高いので重宝しています。
[溶接]自動溶接機を用いFlg.Web材の隅肉溶接を行います。CO2半自動溶接が主力となっています。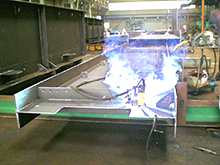
[溶接]自動溶接機及びマニュアルにて補剛材の隅肉溶接を行います。CO2半自動溶接が主力となっています。
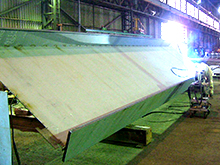
出来あがった部材を組み立てて、現地での架設に問題がないか確認を行います。

[仮組立(鈑桁橋)]現地での再現性を重視し、組立方法作業性を考慮しながら仮組立を行います。また付属品も取り付け寸法、員数の確認を行います。この物件は鈑桁(I桁)橋で、一番シンプルな物件です。
[仮組立(箱桁橋)]3径間連続鋼床版箱桁橋で、平面線形もカーブ桁で製作架設共に高難度の橋梁です。仮組時にパイロットホールを多く配置し現地での再現性の向上に努めています。
[仮組立(パイプアーチ橋)]パイプアーチの水管橋です。断面係数が小さいので、溶接による変形が多く、加工時、仮組時共に最新の注意を必要とします。
仮組立解体後に塗装を行います。普通塗装・金属溶射・溶融亜鉛めっき等、仕様に合わせて行います。近年では耐候性鋼材を用いた裸(無塗装)使用も一般的になっています。

[ショットブラスト]ショットブラスト工程です。仮組立解体後の部材に鋼粒(スチールグリット)を吹き付けて表面を仕上げる素地調整方法です。 [溶射]重防食塗装の一種で、溶射工程です。溶融またはそれに近い状態の金属または非金属溶射材料を、母材の表面に吹き付けて被膜を形成します。
[溶射]重防食塗装の一種で、溶射工程です。溶融またはそれに近い状態の金属または非金属溶射材料を、母材の表面に吹き付けて被膜を形成します。 [工場塗装]耐候性鋼材の塗装完了
[工場塗装]耐候性鋼材の塗装完了 [工場塗装]普通鋼材の塗装完了
[工場塗装]普通鋼材の塗装完了
工場製作が完了した部材を現地へ輸送します。通常は陸上輸送ですが、大ブロック工法では海上輸送も行います。

[陸上輸送]鈑桁(I桁)のポールトレーラーによる陸上輸送です。
[陸上輸送]箱桁のポールトレーラーによる陸上輸送です。
[海上輸送]鋼製橋脚(関西国際空港連絡橋)のフローチングクレーンによる海上輸送です。
[海上輸送]鋼製桁(阿波しらさぎ大橋)のフローチングクレーンによる台船への積込み作業です。台船に載せて現地まで海上輸送します。
橋梁の架設工法は、ベント工法、送出し工法、片持ち式架設工法、ケーブル式工法、一括架設工法の5つに大きく分類されます。地形条件や環境状況により、より安全で経済的な架設工法が選ばれます。

[自走クレーンベント工法]ベント(鋼製の仮受台)を設置し、クレーンでベント上に架設していきます。架設完了後にベントを撤去します。
[送出し(手延べ)工法]予め地組した桁の先端に手延機を設置し、自走台車を用いて、順次桁を橋軸方向に送出して架設します。
[トラベラクレーン(片持ち式)工法]地形条件により桁下にクレーンの設置が困難な場合、架設した桁上にトラベラクレーンを設置し、軌条設備で前進しながら順次架設をして行く工法です。
[ケーブルエレクション直吊り工法]架設用の吊り設備を組立て、両側の鉄塔から張り渡されたケーブルからハンガーロープにより橋体を吊り下げながら架設します。

[ケーブルエレクション斜吊り工法]両側に鉄塔設備を構築し、アーチ部を端部より中央に向かって斜吊り索で吊りながら張出し架設します。
[大型クレーンによる一括架設工法]700tクラスのクレーンによる架設です。重量物架設の場合はこのような大型クレーンを使用します。
[夜間作業での一括架設工法]交通量の多い道路上での作業の場合、夜間交通規制を行いながらの作業となります。歩道橋の一括架設状況です。
[台船による一括架設工法]工場で大型ブロックに地組し、台船に搭載し海上輸送します。架設は台船上のジャッキ設備および潮の干満差を利用し、所定位置に据付ます。
架設された橋桁の上に床版(道路となる部分)を施工します。
橋桁の継手部は現場塗装を行います。幾層(5層程度)にも重ね塗装します。

[型枠鉄筋組立]一般的には合板により型枠組立を行います。型枠組立後に鉄筋の組立を行います。
[コンクリート打設]ポンプ車より配管し、圧送によりコンクリートの打設を行います。橋長の長い場合は区画分けをし、1日の打設量を調整します。
[舗装工]床版コンクリートが硬化後に橋面舗装を行います。
[完成]高欄、排水管、外側線等の付属物を施工し床版の完成となります。

[現場塗装 素地調整]塗装前に塗装面をケレン処理し、きれいな状態にした後ミストコートを塗布します。
[現場塗装 下塗り]下塗り塗装を2~3層行います。
[現場塗装 中塗り、上塗]下塗り塗装後に、中塗り塗装をし最後に上塗塗装を行います。
[現場塗装 膜厚検査]塗装が完了したら、塗装膜厚の確認をし完成となります。
橋梁の形式は、ガーダー橋、トラス橋、アーチ橋、ラーメン橋、斜張橋、吊橋の6つに大きく分類できます。
鋼橋は、耐荷能力に優れ構造の自由度が高いため、さらに細分化された様々な形式の橋梁、複合形式の橋梁があります。本来の目的である道路としての価値だけに留まらず、環境・景観にマッチングしたランドマークとして存在しています。工事施工実績をご覧ください。

[鈑桁橋]中津川橋(近畿地方整備局)
和歌山県紀の川市
[箱桁橋]関西国際空港連絡橋(関西国際空港㈱)
大阪府泉佐野市
[トラス橋]露口橋(日本道路公団四国支社)
徳島県美馬市
[ランガー桁橋]落合橋(四国地方整備局)
高知県大豊町

[ニールセンローゼ橋]出合ゆず大橋(徳島県)
徳島県那賀町
[ラーメン橋]妙見橋(鳥取県日南町)
鳥取県日南町
[吊橋]おぐらす山吊橋(滋賀県朽木村)
滋賀県高島市
[立体横断歩道橋]富士見町横断歩道橋(香川県丸亀市)
香川県丸亀市
